Accurate measurement,
control and recording of
cavity pressure with
high-sensitivity sensors
Low-cost solution to
reducing defects in injection molding
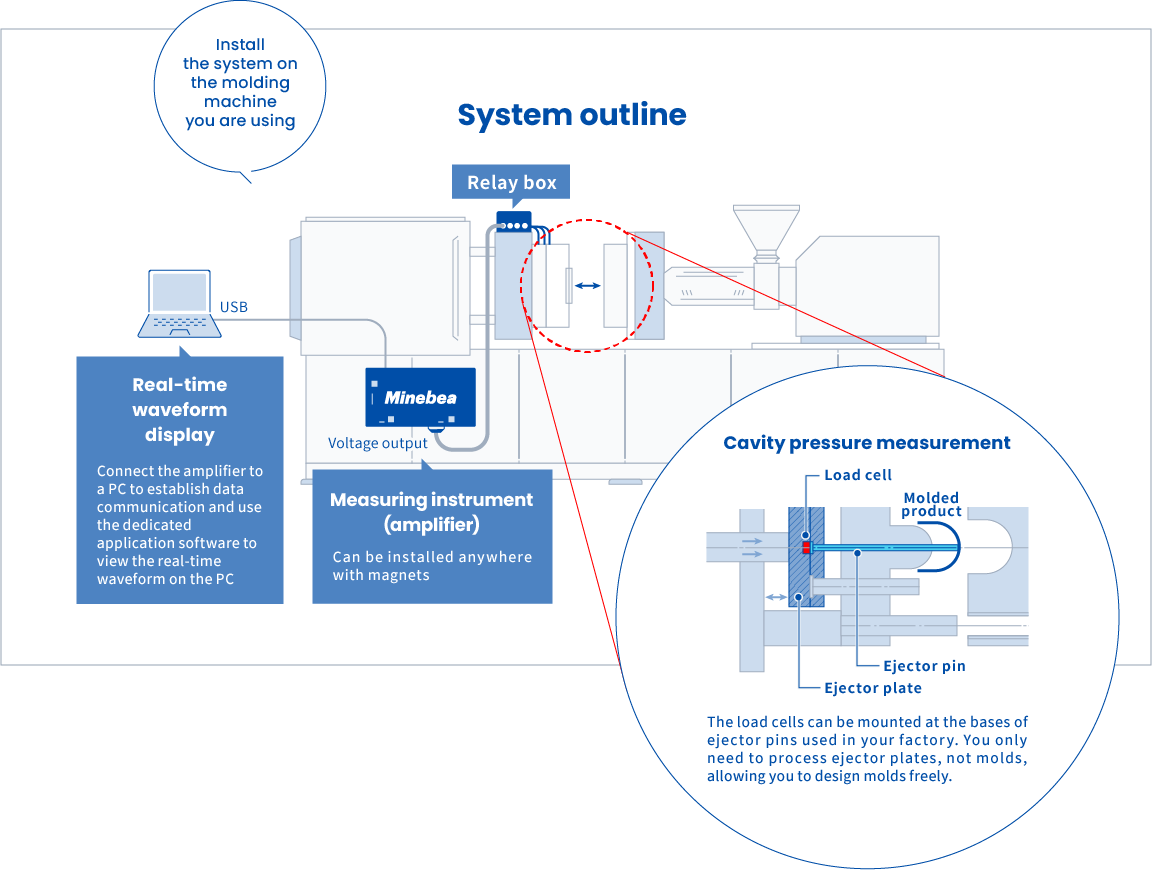
ABOUTWhat is an integrated mold sensing system?
A system capable of measuring the cavity pressure/temperature of an injection molding machine to quantify the molding quality
-
MinebeaMitsumi’s integrated mold sensing system provides an easy and low-cost way of measuring, controlling and recording cavity pressure waveforms and cavity temperature waveforms, both of which are critical parameters directly affecting the quality of molded products.
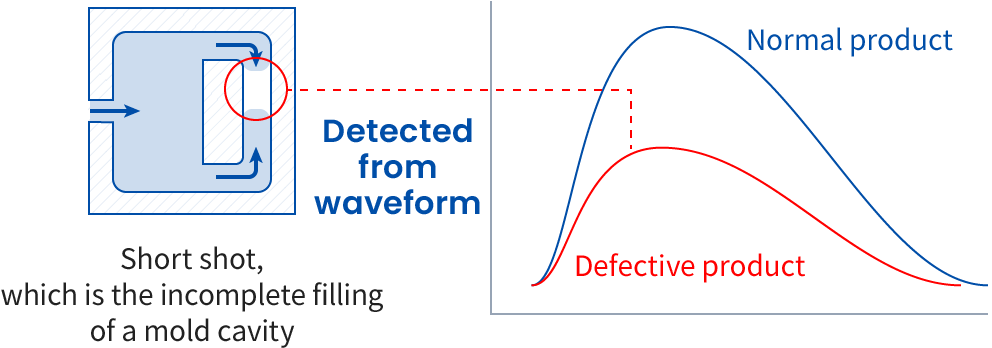
The system visualizes the pressure in a mold cavity as a waveform, making it possible to detect molding defects, such as a short shot, which occurs when resin becomes cold and solidifies before filling the cavity.
Detecting a short shot from a waveform
MERITMerits of introducing the system
Easy detection of defective products
Grasp the correlation between the peak cavity pressure measured by a cavity pressure sensor and the dimension/weight of a molded product, specify upper and lower limits in a monitoring zone accordingly, and the system will detect defective products and sort them out automatically.
-
STEPO1
Grasping the correlation between the cavity pressure and dimensions

An operator checks the correlation between the dimension and the cavity pressure peak measured under different dwelling conditions and specifies the upper and lower limits based on the cavity pressure peak values within tolerance.
-
STEPO2
Detecting a waveform outside the limits and judging the product as defective

When the system detects a waveform outside the limits during monitoring of the pressure peak, it judges the product to be defective and outputs an alarm.
The system can also detect and sort out products with molding defects, such as short shots and sink marks, by using the limits determined from waveforms related to those defects.
It can be configured to detect defects specific to your molded products.
Other merits
Ensuring uniform molding qualityamong cavities
Facilitating smooth transfer to mass productionby reproducing molding conditions
Visualizing qualityby acquiring traceability logs
Reducing inspection costsby changing 100% inspection to sampling inspection
Improving production efficiencyby determining the gate seal time and the number of trial shots based on data
STRENGTHSStrengths of MinebeaMitsumi’s integrated mold sensing system
Improving the quality of molded products and extending the life of sensors with the 4-gauge sensor technology uniquely developed by MinebeaMitsumi
-
The integrated mold sensing system features a 4-gauge cavity sensor, which has four miniaturized strain gauges developed and manufactured by MinebeaMitsumi. The amount of strain applied to a 4-gauge sensor is one fourth of that applied to a single-gauge sensor. This means that employing the 4-gauge sensor technology effectively reduces the impact on molded products and reduces the mechanical fatigue of sensors.

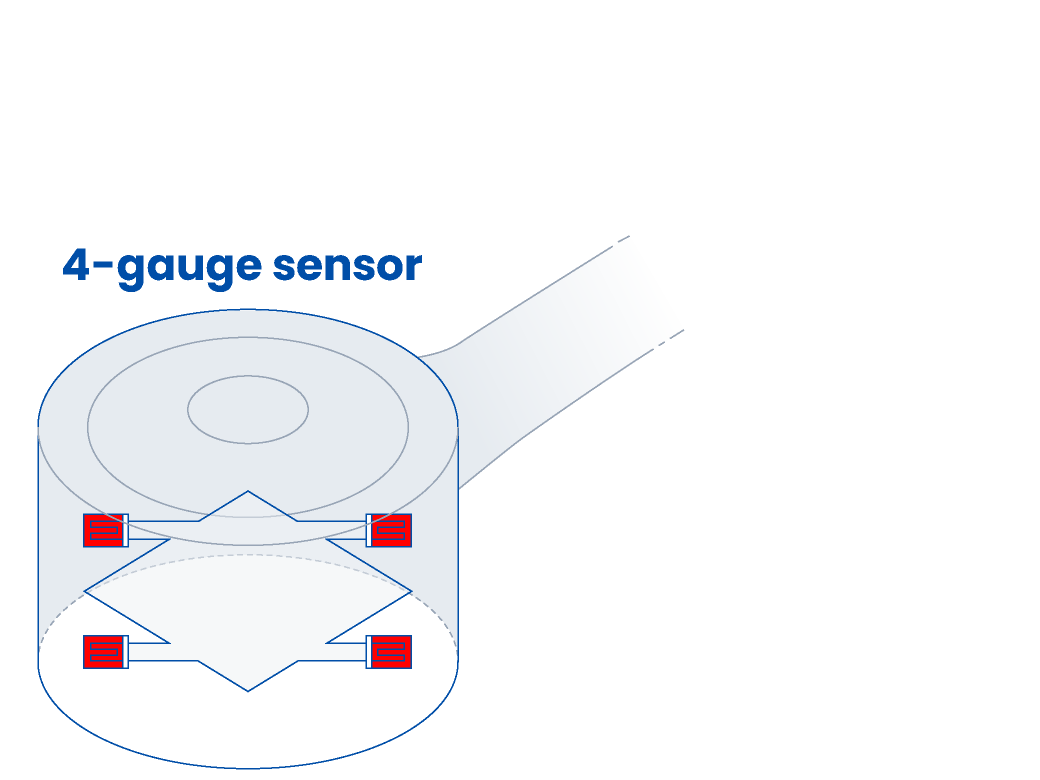
4 strain gauges placed in sensor
Single-gauge sensor
MinebeaMitsumi’s 4-gauge sensors The amount of strain is reduced to 1/4 and the impact (convex marks) on molded products is also reduced to 1/4.



MinebeaMitsumi’s 4-gauge sensors The amount of strain is reduced to 1/4 and the impact (convex marks) on molded products is also reduced to 1/4.
Merits of 4-gauge cavity sensors
Molding quality
Reducing convex marks caused by ejector pins and thereby minimizing the impact on molded products
Outputting stable measurement data not affected by temperature changes
Providing high-accuracy and high-sensitivity measurements of pressures even in a low-pressure range
Mechanical fatigue
Suffering less mechanical fatigue and lasting longer due to the reduced strain
CASE EXAMPLECase example of introducing the system
Saving manpower and labor costs in inspections
One of our customers became able to reliably detect short-shot defects and consequently changed its inspection method from 100% inspection to sampling inspection.
The system contributes to a reduction in inspection-related costs.
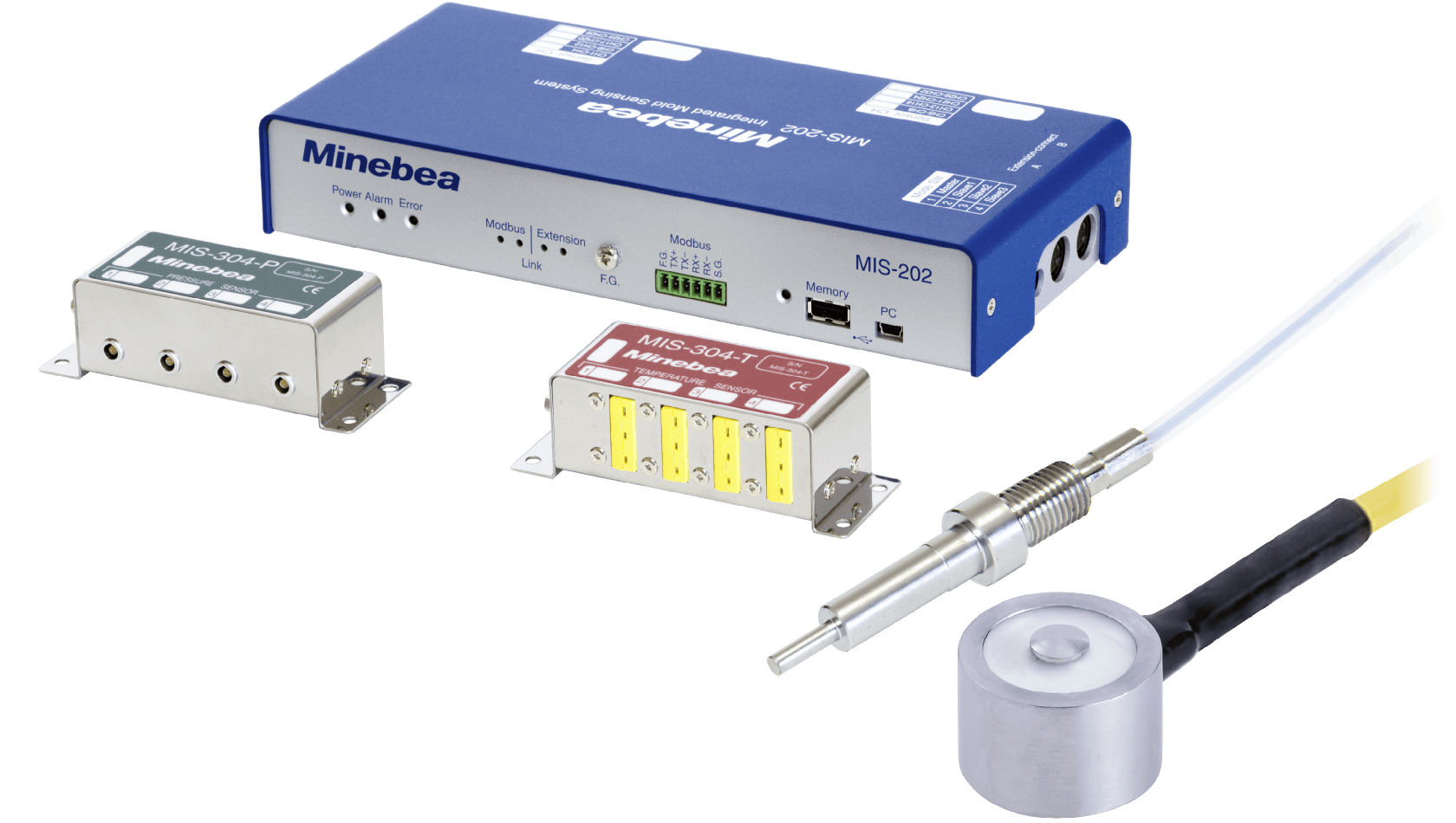
LINE UPProduct lineup
-
PRODUCTSO1

Capable of measuring cavity pressure and cavity temperature simultaneously High-end model of the integrated mold sensing system
MIS-202-PT/PP
Simultaneous measurement of cavity pressure and cavity temperature
8-channel input (up to 32 channels when 4 units are connected)
Capable of outputting a pass/fail judgment result for each cavity
Capable of saving waveform/numerical data to a USB memory stick without a PC
-
PRODUCTSO2

Standard and low-cost models of the integrated mold sensing system
MPC-201B-25
Cavity pressure measurement
8-channel input
Ideal for use at many locations in a mass production site
MPC-203-25
Cavity pressure measurement
4-channel input
Ideal for measuring pressures in a small number of cavities
-
PRODUCTSO3

Cavity pressure sensor
LSMSB-* series
(*5K/10K/20K/50K/100K/200K/500K/1T/3T)
Compact, high-precision, low-cost sensor
Available in a wide range of capacities and suitable for molded products of various sizes
-
PRODUCTSO4

Cavity temperature sensor
MMTK-01
Intended to be mounted near a cavity or in a position where the tip is exposed to a cavity
Compact design with a tip diameter of 1 mm
-
PRODUCTSO5

Mold-mounted,
compact relay boxMRB-304-BI
MRB-304-CVIntended to be mounted on a mold to prevent the sensor cable from breaking
-
OTHERS

Installed on injection molding machines to detect metallic foreign objects
We can also offer metal detectors that detect metallic foreign objects to prevent them from damaging molding machines and molds.
PROCESSSteps to introducing the system
- Inquiry
Request a catalog - Estimate
- System installation
- Start of operation
You can try out the system.
For more information, please contact us here.
FAQFrequently asked questions
-
- Q
Is it possible to transmit pressure waveforms to a molding machine?
- A
Analog voltages are output from the amplifier.
The system can transmit waveforms to a molding machine that has the ability to import the analog voltage values.
-
- Q
Is it possible to interlock a molding machine with the system after the cavity pressure sensor detects a defect?
- A
When detecting a defect, the system outputs an external alarm signal. By using the signal, it is possible to interlock a molding machine or unloader with the system.
-
- Q
In actual operation, does the system monitor the cavity pressure at multiple points in a mold?
Is the cavity pressure at each monitoring point checked against the reference waveform specified as the control target? - A
For a multi-cavity mold, each cavity requires a sensor installed in the same position. The system monitors the cavity pressure value within the defined monitoring zone for each cavity based on the reference waveform specified as the control target, uses it to check the balance among cavities and makes a pass/fail judgment for each cavity.
-
- Q
I understand that it depends on size, but is there a rough estimate of how many load cells are needed for a molded product?
- A
Since the quantity of load cells needed for a product depends on its size, a general statement cannot be made. In many cases, load cells are placed at ejector pins where short shots are likely to occur. When using the system for molding condition setting, it is recommended to check the correlation with load cells placed near the gate and in a position opposite to the gate at the beginning.

