課題:クーラント加工不使用の改善で、毟れ(むしれ)や面粗度不良が発生。
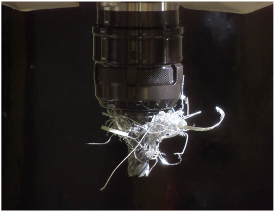
図1.工具切粉巻き付き
C社は、産業機器部品、水道用の配管部品を製造しています。
アルミ製部品を、立形マシニングセンターで機械加工をしています。洗浄工程削除とクーラント使用削減による経費削減をテーマに品質活動をされていました。
しかし、クーラント加工からエアーブロー加工に変更することで、工具への切粉巻き付き(図1)による製品の毟れ、面相度の不具合が発生しました。
改善が進まないため、クーラント加工と洗浄工程に戻すか悩んでおられました。
解決方法:工具長に合わせて、ノズルの向きプログラムで変更する
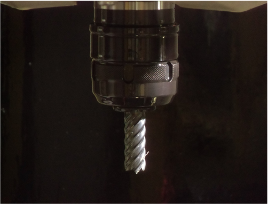
図2.Wavy Nozzle で切粉を一掃
マシニングセンターでは工具長が長いもの短いもの様々なため、全工具に対して1つの固定ノズルからのエアー噴射する事が困難です。
Wavy Nozzle は工具長に合わせて揺動噴射出来るため、切粉排出性(図2)が良くなりました。毟れ(むしれ)が減り、面相度(図3)が向上するだけでなく、テーブルへの切粉残りも大幅に減りました。加工後の作業者によるエアブローで、ワークやテーブルのクリーニング作業も削除することができました。
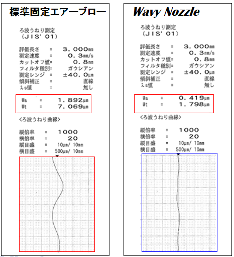
図3.面粗度の比較
導入効果:C社様は改善目標を達成しました。
Wavy Nozzleで、洗浄工程削除とクーラント使用削減による経費削減をテーマに品質活動が達成できることが確認されました。油を使用していた他機械にも搭載し、エアブローに切り替える事で目標である洗浄工程削除、クーラント使用削減可能と成りました。
基本情報
使用した製品
Wavy Nozzle
産業分野
自動車部品、産業機器部品の機械加工
解決にかかった時間
数日で効果を実感いただけます。ユーザー様の社内規定にて、まとまった生産の後ご判断いただくことも多く、その場合も3週間から1か月で効果のご報告をいただいています。
生かせる分野
切削機械加工
導入事例 関連ページ
- 切削油をやめ製品の洗浄工程をなくす!エアブロー加工にWavy Nozzle を採用。【ウェイビーノズル】
- 製品の大幅な品質改善を実現。Wavy Nozzle 導入で不良率わずか「0.56%」に!【ウェイビーノズル】
- 切削装置の切粉クリーニング方法に改革!24時間の無人稼働が自在な生産計画をもたらしました。【ウェイビーノズル】
関連ページ
ミネベアミツミの技術情報やイベント情報をはじめ、お役立ち情報をお届けします