高感度センサーで金型内圧を正確に
測定、管理、記録
低コストで
射出成形の不良を削減
ABOUT金型センシング統合システムとは
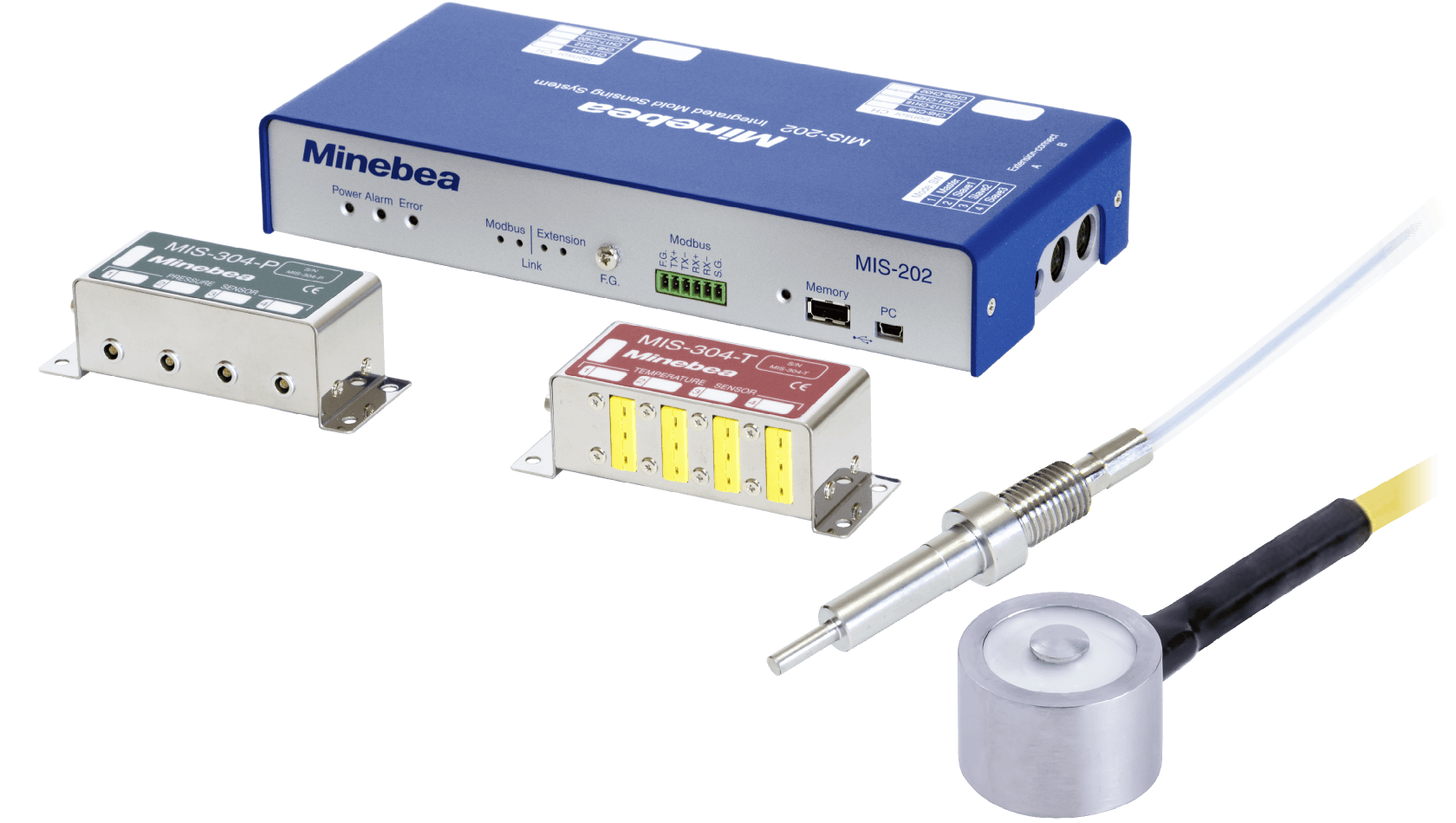
射出成形機の金型内圧力と
キャビテイ温度を計測し
成形品質を定量化する
システム-
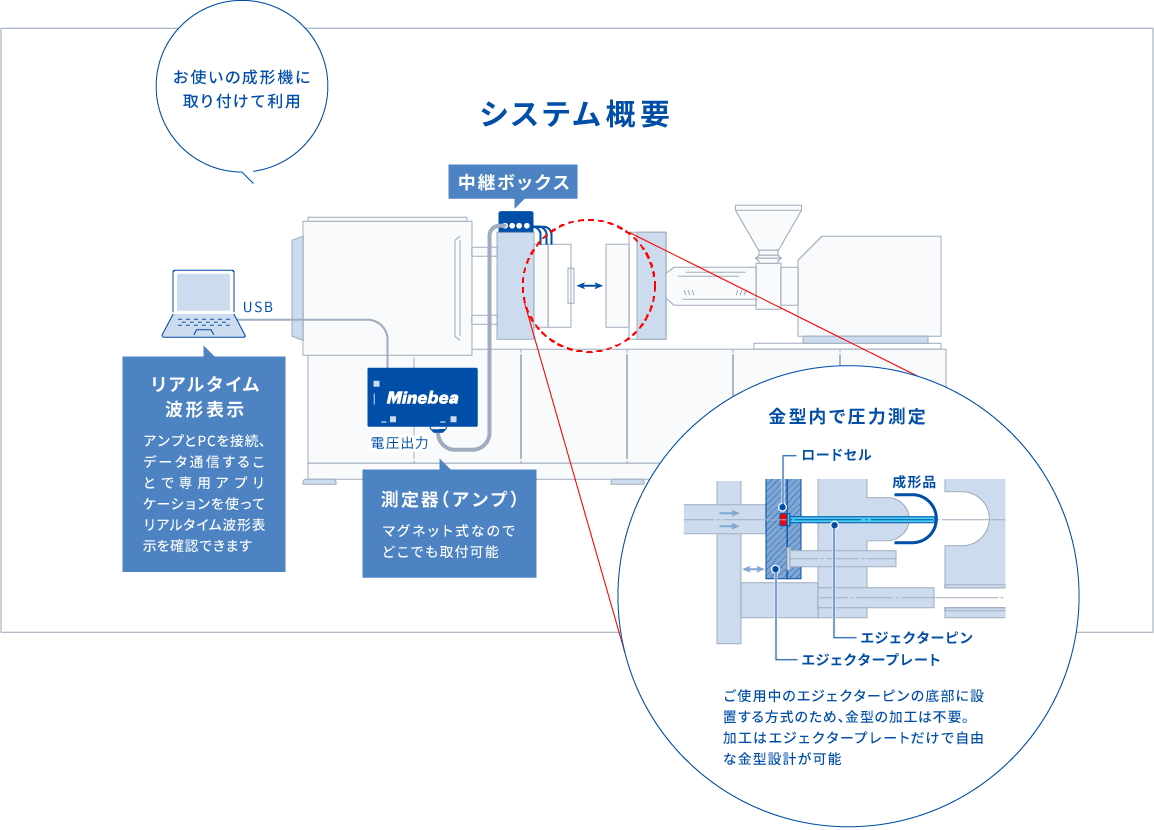
ミネベアミツミの金型センシング統合システムは、成形品の品質に直結する重要なパラメータである「型内圧力波形」及び「型内キャビティ温度波形」を簡単に低コストで測定、管理、記録します。
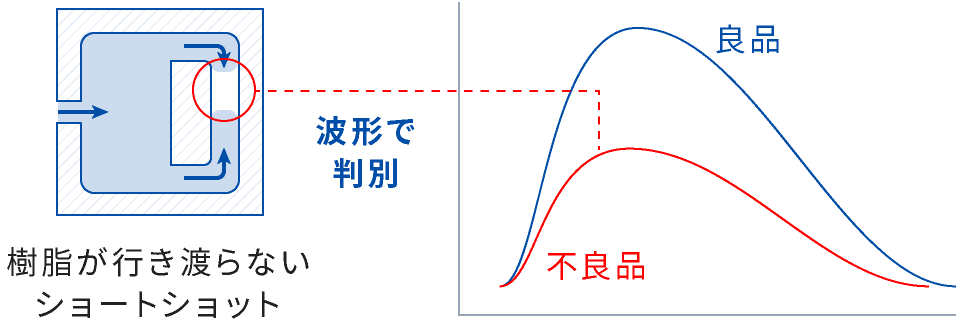
たとえば樹脂が全体に行き渡る前に冷却・固化されてしまったショートショットも、金型内の圧力を可視化した波形で判別することが可能になります。
ショートショットを波形で判別
MERIT導入のメリット
不良品を簡単に判別
金型内センサーで、内圧ピークと成形品寸法や重量の相関性を把握し、
監視範囲にしきい値を設定することで不良品の判定、自動選別が可能になります。
-
STEPO1
内圧と寸法の相関を把握
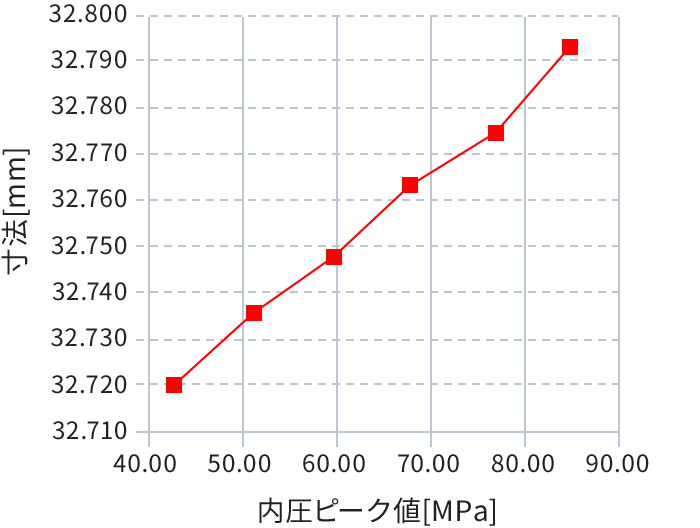
保圧条件を変更し、寸法と内圧ピークの相関性を確認、
公差範囲内の内圧ピーク値をしきい値に設定 -
STEPO2
正常な波形のしきい値から
外れたものを検知し不良品を判別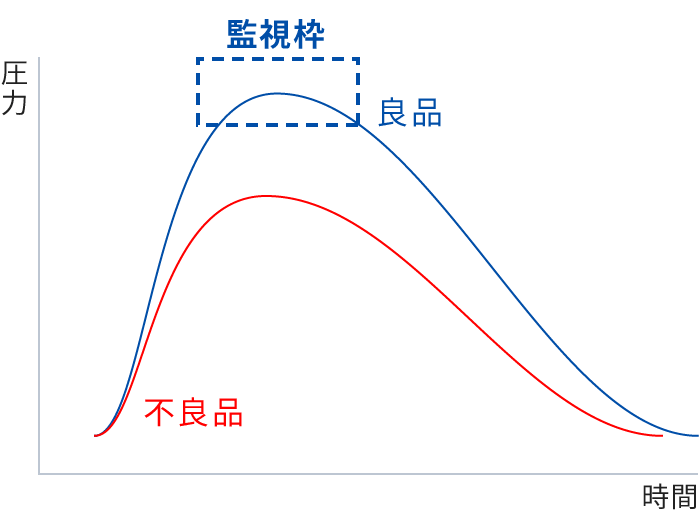
圧力ピークを監視し、しきい値を外れる波形の場合、
アラームを出力することで、不良品を判別
ショート、ひけなど成形不良の波形からしきい値を設定し監視・選別をすることも可能。
お客さまの成形品に合わせて不良品を判別できます。
他にもこんなメリットが
キャビティ間の成形品質
均一化成形条件の再現でスムーズな
量産移管トレーサビリティ・
ログ取得で品質の見える化全検査→
抜き取り検査で検査コストの
削減ゲートシール時間や
捨てショット数を判断生産効率向上
STRENGTHSミネベアミツミの
金型センシング統合システムの強み
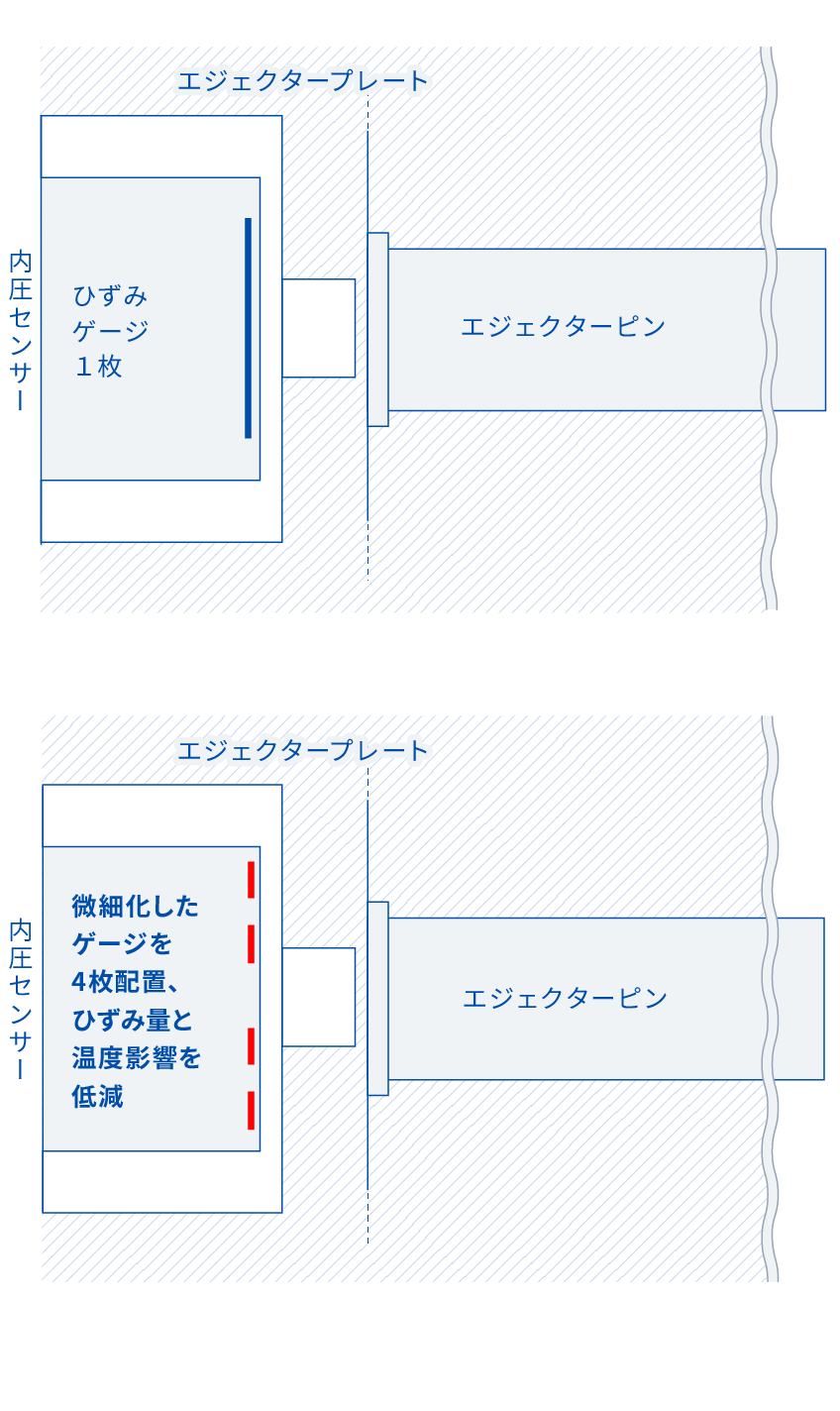
独自技術の4ゲージ方式で
成形品の高品質化と
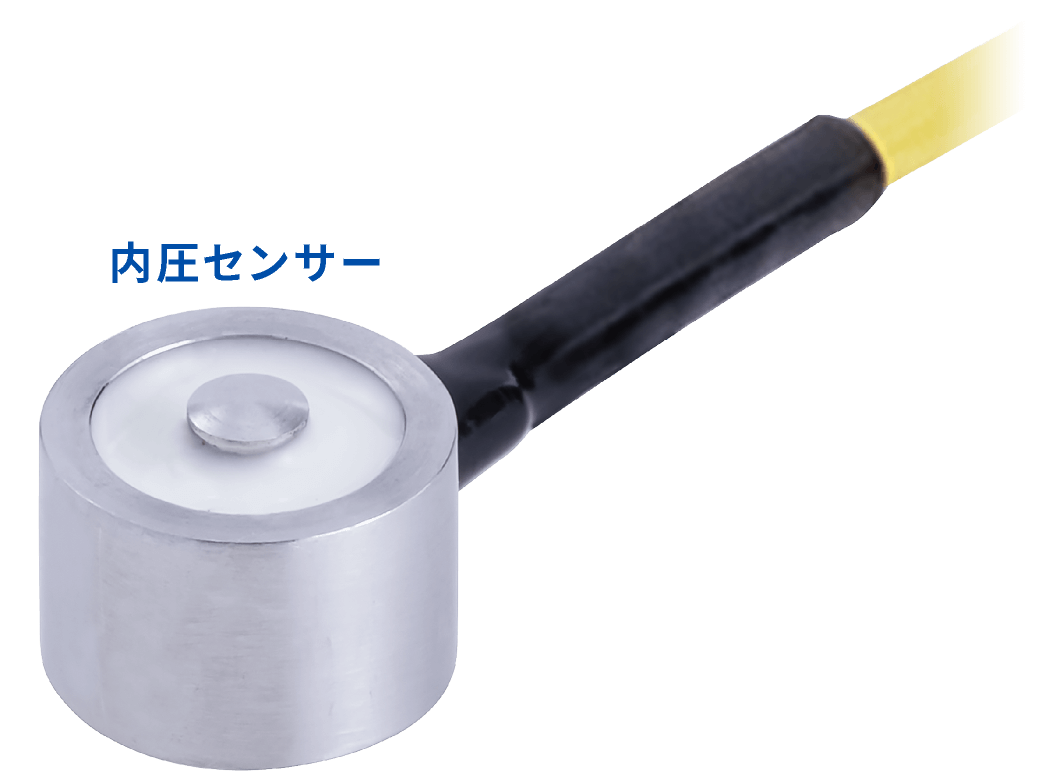
センサーの長寿命化を実現-
内圧センサー内のひずみゲージを自社開発・生産、微細化を実現した4ゲージ方式を採用しています。4ゲージ方式は、1ゲージ方式に比べひずみ量が1/4となるため、成形品への影響が少なく、センサーの機械疲労の低減に大きなメリットがあります。
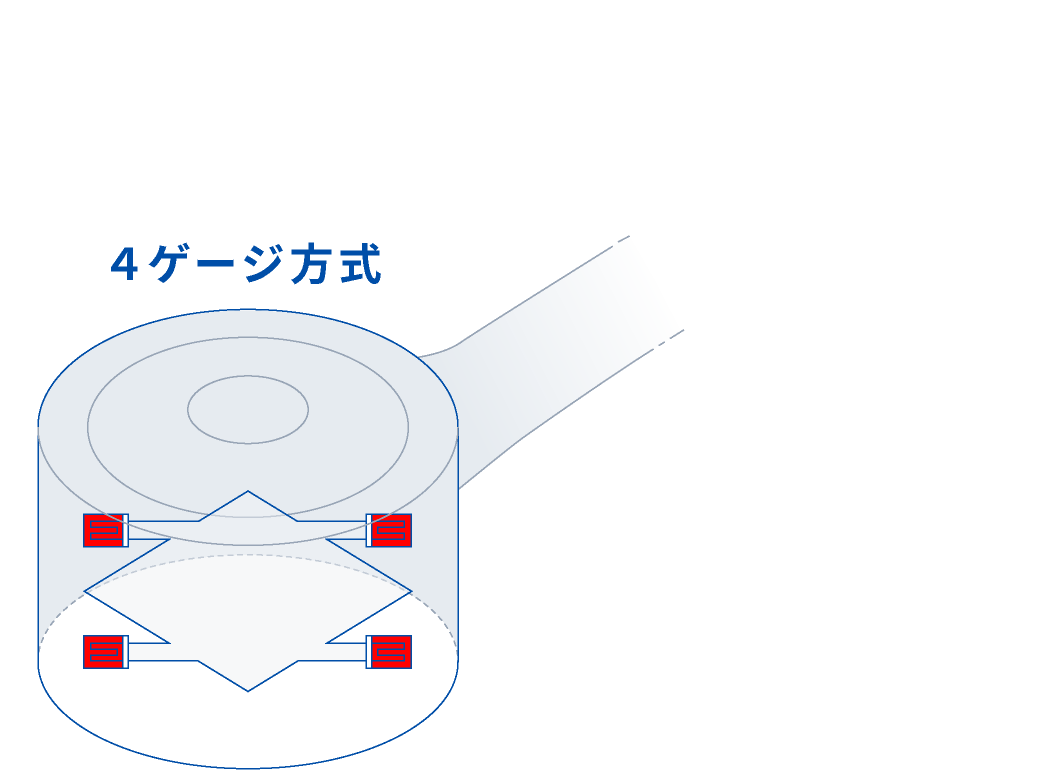
センサー内に
4つのひずみゲージを配置
1ゲージ方式の場合
当社
4ゲージ方式の場合
ひずみ量は1/4に抑えられ、
成形品への影響(凸跡)も1/4に
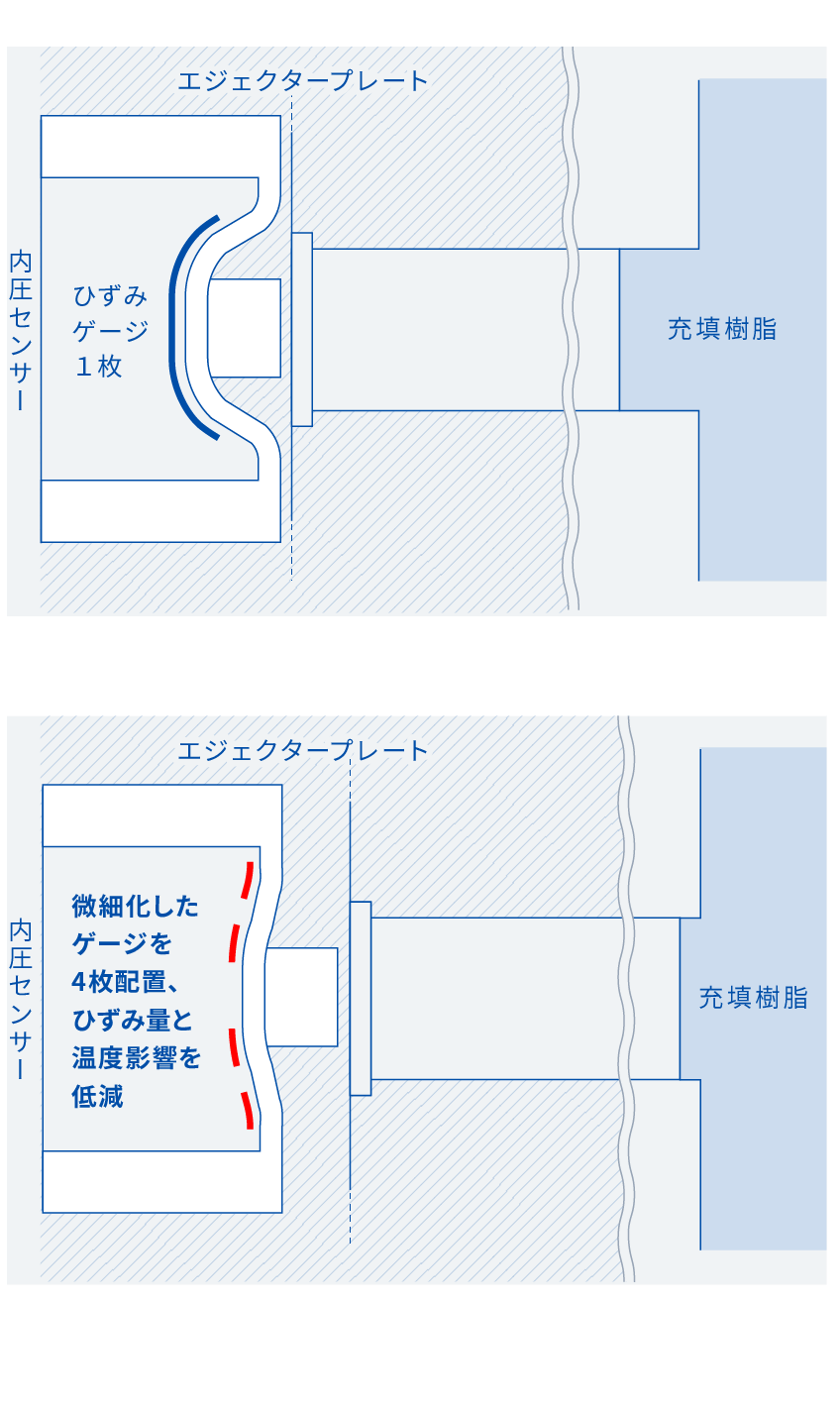
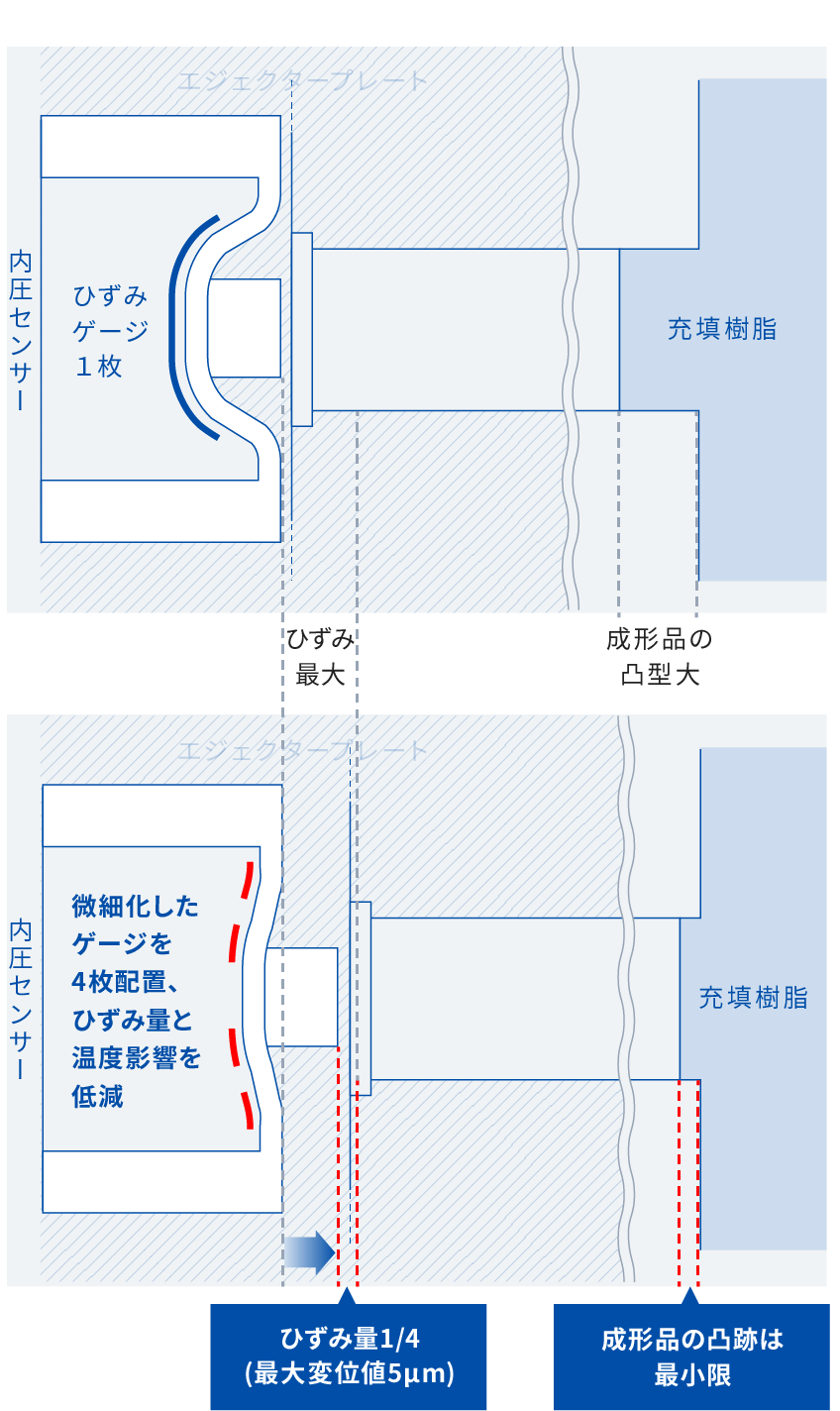
当社4ゲージ方式の場合 ひずみ量は1/4に抑えられ、成形品への影響(凸跡)も1/4に
4ゲージ方式のメリット
成形品質
エジェクターピンの凸跡を抑え、成形品への影響が最小限
温度変化の影響が少なく安定した測定データを出力
低圧域でも高精度・高感度な計測
機械疲労
ひずみ量が少ないため、機械疲労を軽減、センサーを長持ちさせる
動画でご覧いただけます
CASE STUDY導入事例
LINE UP製品ラインアップ
-
PRODUCTSO1
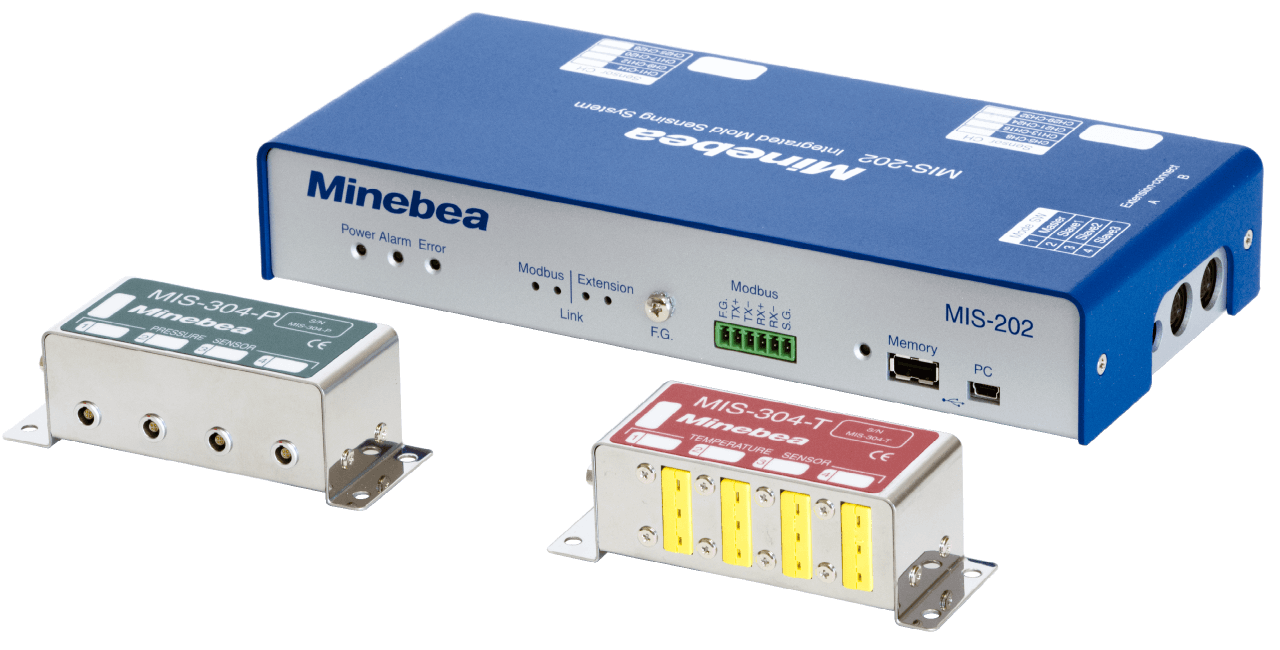
キャビティ温度も同時計測が可能 金型センシング統合システム
ハイエンドモデルMIS-202-PT/PP
金型内圧力、キャビティ温度の同時計測
8チャンネル入力(4台連結時 最大32チャンネル)
キャビティ毎の良否判定出力可能
PC接続なしでデータ(波形、数値)のUSBメモリー保存が可能
-
PRODUCTSO2

金型センシング統合システム
スタンダードモデル/ローコストモデルMPC-201B-25
金型内圧力の計測
8チャンネル入力
量産現場で多数使用されるケースに最適
MPC-203-25
金型内圧力の計測
4チャンネル入力
測定数が少量のケースに最適
-
PRODUCTSO3

内圧センサー
LSMSB-*シリーズ
(*5K/10K/20K/50K/100K/200K/500K/1T/3T)
小型、高精度、低価格
豊富なセンサー容量により、幅広い成形品サイズに対応
-
PRODUCTSO4
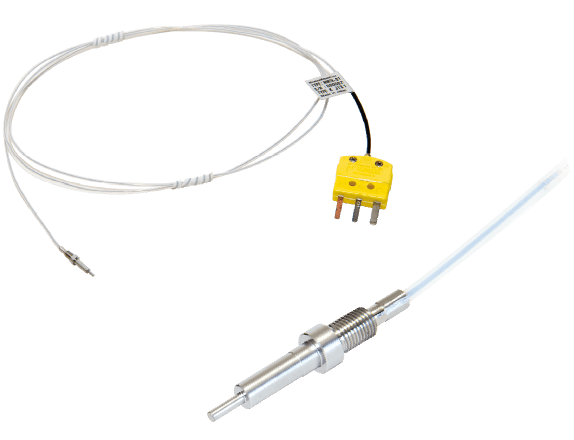
キャビティ
温度センサーMMTK-01
キャビティ近傍/キャビティに先端が露出する位置にセンサー設置
先端径φ1と小型
-
PRODUCTSO5
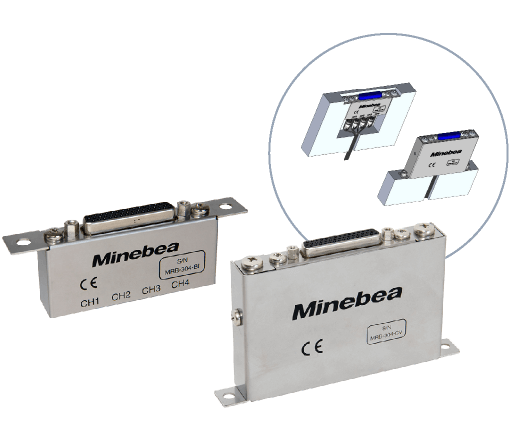
金型取付タイプ 小型中継BOX
MRB-304-BI
MRB-304-CV金型に取り付けて運用することでセンサーケーブル断線事故を防止
-
OTHERS

射出成形機に取り付け、
金属異物を検知成形機や金型の破損に繋がる金属異物混入を検知する金属検出機もご提案しています。
FLOWシステムご利用の流れ
- お問い合わせ
資料請求 - お見積り
- システム設置
- 運用開始
トライアルも可能です。詳しくはこちらからお問い合わせください。
FAQよくあるご質問
-
- Q
圧力波形は成形機側に出すことはできますか?
- A
アンプからアナログ電圧出力が出ております。
成形機側でこの値を取り込める機能が付帯されていれば、波形を成形機に出すことは出来ます。
-
- Q
内圧センサーで不良感知後、成形機との連携は可能でしょうか?
- A
不良感知しましたらアラーム外部信号が出ますので、成形機や取出し機と連動することが出来ます。
-
- Q
実際の内圧監視は金型の複数箇所で行うのでしょうか?
それぞれに設定ターゲット管理するのでしょうか? - A
複数取りの場合は各キャビティの同じ箇所にセンサーを設置して頂きます。基準となるキャビティ波形を設定ターゲットとし、監視枠を設けて各キャビティのバランス、合否判定を実施します。
-
- Q
成形品の大きさによると思いますが、ロードセルは成形品に対して何個ぐらい必要になるか目安はございますか
- A
製品の大きさによって変わるので一概に言えません、ショートしやすいところのエジェクタピンに置かれる場合が多いです。条件出し等でご使用される場合、ゲート付近、反ゲート付近に設置頂き、まずは相関性を確認頂きたいと思います。

