ウェイビーノズルの設置方法
噴射位置の設定
外径加工の場合
刃物と材料が接する箇所にオイル噴射が当たるように設置します。
内径加工の場合
内径から出てくる切粉を払うようにノズルを振ることで巻き付き防止ができます。
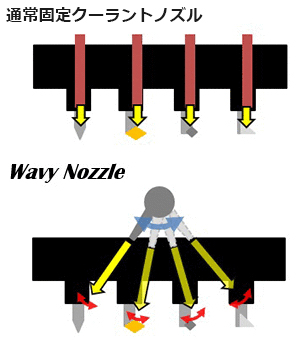
背面刃物台の場合
各ツールに対し分岐することなくクーラントを噴射出来るため圧力減がありません。
ノズルをスイングさせながらクーラント噴射することで切粉除去能力が向上します。
※背面加工の軸数分、クーラントノズルを分岐するので1本あたりの吐出圧力が弱い。
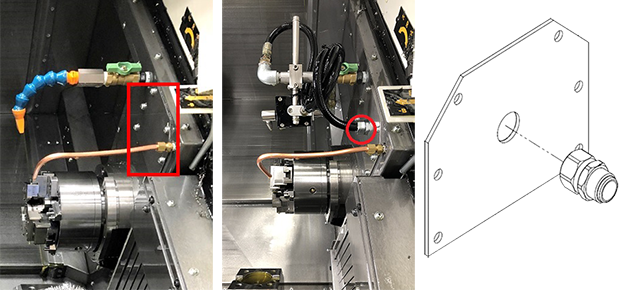
噴出ユニットの機械への取り付け
機械に専用取付治具を使用し設置します。
基本的には機械の既存ねじ穴を使用し取り付けます。
※図面のご提供は可能です。ご入用の際はお問合わせください。
機械への取り付け・設定・調整動画
ノズルケーブル取り回し方法
加工室内に開口部がある場合
工作機械の機内に開口部がある場合、そこからノズルケーブルを機外に通して、ウェイビーノズル専用の制御基板に接続します。
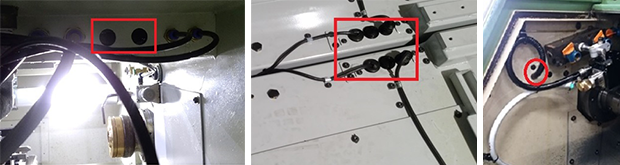
加工室内に開口部が無い場合
工作機械の機内に開口部が無い場合、保全作業時に取り外す板が有りますので、板に通し穴を追加工したものか、新規製作した板と取り替えを行い、そこからノズルケーブルを機外に通して、ウェイビーノズル専用の制御基板に接続します。
推奨クーラントポンプ圧
ウェイビーノズルの最大吐出圧 : 4MPa
※ウェイビーノズル初期型(WN-01・WN-02)は2MPaになります。
推奨されるクーラントポンプ圧力
油性クーラント : 1MPa ~ / 水溶性クーラント : 0.3MPa ~
1MPa = 10bar = 10.2kg/cm2 ≒ 総揚程 100m
クーラントポンプの吐出圧が低いと、クーラントの噴射が直線的にならず、スイングさせても効果が得られません。
クーラントポンプの出力が複数系統に分岐されていて、それらを同時に噴射させると、ウェイビーノズルからの噴射圧は落ちてしまいます。
ウェイビーノズルを効果的に使用する場合は、他のクーラント噴射はOFFにすることをお勧めいたします。
マシニングセンタ向けでは、水溶性クーラントを使用の場合、標準のクーラントポンプでも設置効果を出せる場合があります。
ウェイビーノズル接続図
※ウェイビーノズル構成と工作機械との接続の基本
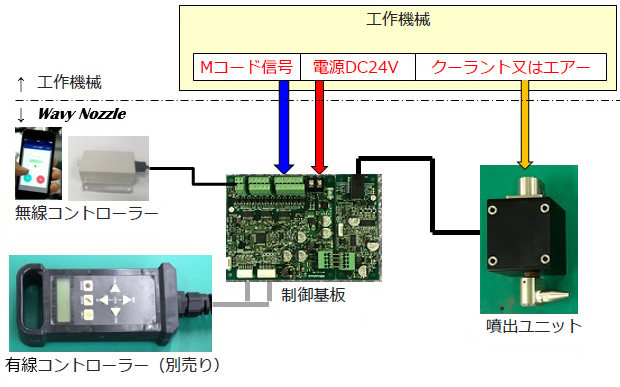
※ウェイビーノズル初期型(WN-01・WN-02)は無線コントローラーには対応していません。
電気系配線
※自己保持Mコード
運転指令 : Mコードによる動作メモリー呼び出し
ウェイビーノズルは、NC装置よりMコード信号を受信すると運転を行います。
ウェイビーノズルには5系統の運転指令入力端子があり、最大31メモリー呼び出しが可能です。
ウェイビーノズルに使用できるのは、一度ONにしたらOFFするまで状態がキープされる、「自己保持動作」を行う事が出来る接点信号出力です。
例)MコードM8/M9でON/OFFできるY100端子におけるノズル動作指令
電気配線図の例
電気配線図の例はこちらをご参照下さい。
- 電気配線図の例
- ※ウェイビーノズル初期型(WN-01・WN-02)は配線方法が異なります。
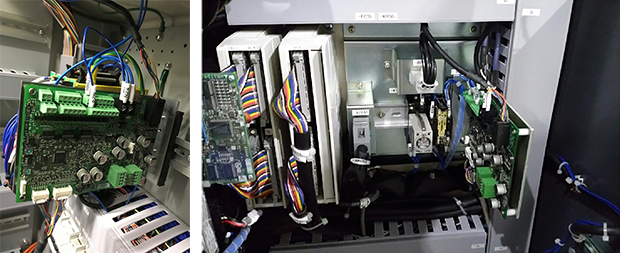
制御基板設置例
機械制御盤内にウェイビーノズル専用の制御基板を格納します。
- 「Wavy Nozzle」、「ウェイビーノズル」は、ミネベアミツミ株式会社の登録商標です。日本登録商標番号:第5645210号、第5645226号
- 「FANUC」、「ROBODRILL」は、ファナック株式会社の商標または登録商標です。
- IOSは、Ciscoの米国およびその他の国における商標または登録商標であり、ライセンスに基づき使用されています。
- Bluetoothワードマークおよびロゴは、Bluetooth SIG, Inc.が所有する登録商標です。
- ※ウェイビーノズル初期型(WN-01・WN-02)は配線方法が異なります。